

Manufacturing industry executives face intense pressure to lower costs and increase revenue. A Manufacturing Execution System (MES) offers them the potential to streamline business processes, gain real-time insights into operations, and respond to problems more quickly. The challenge is justifying the investment, but the number of viable use cases has been growing as the technology has been maturing.
Suppliers gain many advantages by deploying these solutions.
Boost productivity and realize cost savings
To understand what is happening on the factory floor, manufacturing managers spend a great deal of time bouncing from one application to another, connecting with coworkers, and inspecting machinery and employees. They also manually enter a lot of information which creates a ton of time wasted when work force labor is already at a challenge.
MES systems streamline such tasks by automating data gathering and presenting information in easy to follow formats. Consequently, employees spend more time addressing problems and less time trying to determine what they are and their causes. For instance, timely access to production run information helps managers allocate staff more effectively and lower overtime costs. MES systems provides real-time data in which manufacturers can respond to issues immediately. An MES system can provide instant alerts in regards to machines being down, high rejects, process exceptions for out of tolerance process variables, and much more.
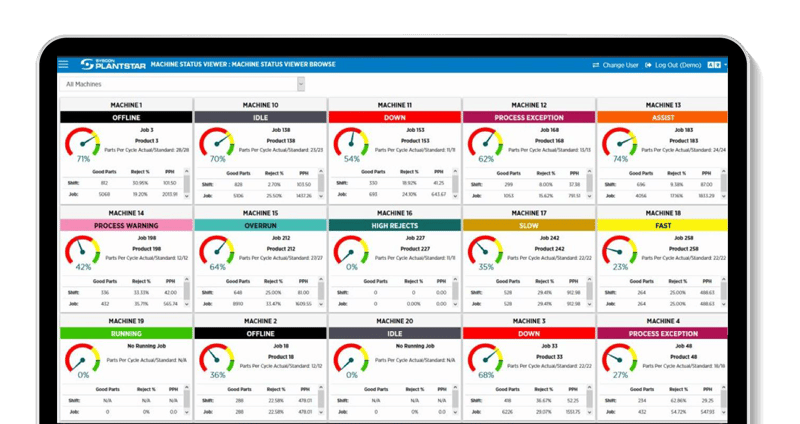
Real-Time dashboards
These systems provide easy to follow dashboards that can be accessed from any device connected to the manufacturing network. A machine status dashboard provides a quick look at every machine in a smart factory. Color codes create an easy view of the priority status of each machine. Managers drill down to view good parts versus rejected percentages and parts per hour for every machine. The dashboards allow plant managers to view all charts on one screen. They can click on any chart and export, print, and quickly share the data with personnel.
Connect the machine floor to the back office
MES systems are becoming an important element in integrated, lean manufacturing processes. They intelligently link smart factory floor data to the company’s Enterprise Resource Planning (ERP) applications. With the seamless communication across the business, manufacturing becomes an integrated business process, fueling efficiency and increased operations. It is crucial that manufacturers understand the difference between the differences between an ERP versus a true MES system. MES vs ERP
Reduce waste
Up to date information helps to ensure high levels of final product quality. Rather than wait until the end of the run to discover poor quality products, manufacturing industry executives see how goods take shape at every step of the process. MES software increases the Right First Time performance in the manufacturing process, the percentage of products that were made correctly without any need for rework. An MES solution does this by adding checks into the manufacturing process to ensure the correct process is adhered to at every stage. As quality improves, so does employee productivity. They spend less time fixing bad production runs and more time shipping goods. Added benefits from manufacturing execution systems can add tool life tracking, material tracking, material usage, labor tracking, material forecasting and much more.
Improve supply chain
In most cases, vendors have intricate webs of connections that have to function in sync if the company is going to run as lean and efficiently as possible. A problem in one area ripples through creating challenges in other places. Manual techniques for managing customer demand and suppliers have become exceedingly complex because of the growth of outsourcing parts of the process, the cyclic nature of most businesses, and supply and demand fluctuations.
MES software automates data collection and the tracking of materials and customer’s orders throughout the supply chain and displays shipment status. Therefore, manufacturing industry executives oversee the process proactively rather than reactively. Identifying and resolving problems that cause delays with customer orders as early as possible increases the likelihood of meeting on-time delivery and production targets each month.
Enhance machine performance
Gaining access to manufacturing data helps them better manage the production floor. If a device is having problems (or even better about to have an issue, a capability that predictive analytics delivers), the machine generates an alert that notifies manufacturing industry managers about the snag. In a best case, automatic feedback control is applied by the systems, and it makes short-term, temporary changes that keep it at the desired target (called the setpoint) in the face of process disturbances. In that way, the team minimizes disruption and boosts Overall Equipment Effectiveness (OEE).
Customer ROI experiences
Manufacturing ROI exercises focus on metrics and many customers have realized improvements by deploying MES solutions. Time is money, and improving the production performance of expensive capital equipment on the floor enhances the bottom line.
PlantStar customers realized:
- 30% average increase in productivity (OEE)
- Reduced initial scheduling time by an average of 2 or more days per month and 20+ hours reporting time per week
- Average 95% increase in machine utilization
- On average for PlantStar customers, every 1% improvement in OEE is worth approximately $50k per year.
- One plant reported operational savings of over $400k in one year.
- Another site generated 15% more revenue with a 20% smaller workforce.
MES software has the potential to improve manufacturing dramatically. Many potential business enhancements result in rapid paybacks. Businesses need to identify problems in their process and then they will be able to find the measurements that will convince the C team to invest in the solution.

