
This is a common question among our customers, and opinions differ about how it should be calculated. OEE is a tool to measure the performance of individual equipment or an entire process. OEE can be used to measure losses caused by poor quality, equipment problems, or non-optimal run rates. The standard calculation for OEE is
OEE% = Availability% x Productivity% x Quality%
Typical items measured by OEE will be actual vs. planned downtime, slower than standard production rates, defects, and minor but important problems. The Emerson Company offers the following guidelines for OEE.
Quartile
| Process Type | Worst | 3rd | 2nd | Top |
|
Continuous |
<78% | 78-84% | 85-91% | >91% |
| Batch | <72% | 72-80% | 81-90% | >90% |
| Chem/Power | <85% | 85-90% | 91-95% | >95% |
| Paper | <83% | 83-86% | 87-94% | >94% |
Availability considers downtime or stoppages—time the machine is not running as scheduled. Availability is defined as actual production time/planned production time, operating time/ planned production time, or the percentage the equipment is available for production. It can be affected by changes in process variables, preventive maintenance, and machine failure detection.
PlantStar defines availability as
Idle time (when a machine is not available when idle for whatever reason) is not a part of this calculation. Idle time can be scheduled or non-scheduled.
Productivity (or performance) considers speed loss. Productivity is defined as actual production/optimum capacity or (minutes/part) / (total parts/operating time), or ideal cycle time/ (operating time/total parts), or (total parts/operating time) / ideal run rate, or parts per time to produce. Material availability, operator training, equipment breakdowns, and machine speeds affect it. If production was planned for a machine and it is down, the productivity clock is still running.
PlantStar defines productivity as

Quality considers bad parts or waste. Quality is defined as (product produced – rejects)/product produced or good parts/total parts. It is affected by changes in process variables, material quality, and equipment performance.
PlantStar defines quality as
Spreadsheets are static; they do not update automatically. They are out of date from the moment they are created.
- Spreadsheets are heavily labor intensive.
- Spreadsheets are vulnerable to human mistakes.
- Paper spreadsheets are not easy to share, and changes are not easily communicated.
- Spreadsheets are not agile enough for real-time planning and analysis.
- 30% average increase in productivity (OEE)
- Reduced initial scheduling time by an average of 2 or more days per month and 20+ hours reporting time per week
- Average 95% increase in machine utilization
- One plant reported operational savings of over $400k in one year.
- Another site reported generation of 15% more revenue with a 20% smaller workforce.
- On average for PlantStar customers, every 1% improvement in OEE is worth approximately $50k per year.
- Time is money, and it’s vital to improve the production performance of expensive capital equipment on the floor.
ERP systems manage the front office of the business, e.g., financials, inventory, and customer demand information. Manufacturing execution systems (MES) manage the shop floor side of the business; they monitor and report on manufacturing. An MES system extends the value of the ERP by providing real-time visibility to production order status and scheduling. This provides better business decision support, planning, and collaboration across the organization. If you have spent a great deal of money on an ERP system, why not leverage the benefits and investment in that ERP by supplementing it with a world-class MES solution?
We have the experience and knowledge to connect with a wide range of machines and controllers. When a customer is looking for production monitoring, we would direct signal from machine to PlantStar DCM via isolation relay. When we are monitoring a variety of process variables, we would need a machine list from the customer to determine the best form of connection. With our experience and knowledge, we would advise the customer how to connect based on the make, model, and controls of the machine. The most common are machine interface or direct thermocouples to the PlantStar DCM.
Machine Interface
PlantStar will utilize functionality on each machine to collect data directly from the machine controller via network connection and the agreed upon data transfer protocols. Below is a list of some of the interfaces we have worked with.
- Arburg
- Battenfield
- BMB
- Brankamp
- Bransen Welders
- Camac
- Cincinnati Milacron
- Engel
- GE Fanuc
- Gammaflux
- Graham
- HPM Host
- Husky
- IMD Vision System
- JSW
- Kraus Maffei
- Kawaguchi,
- izhu
- MACO
- Mitsubishi
- Mosaic
- NISSEI
- OPC-UA
- SACMI
- Siemens
- Sumitomo
- TMC
- TOYO
- Texas Instruments
- UNILOG
- VanDorn
Analog Interface
With this option, the customer would purchase analogs and possibly thermocouples and sensors.
PlantStar utilizes standard digital signal inputs to capture duration time process variables based on 24VDC outputs from the machine. For this method, the outputs must be identified from existing machine control outputs or added via additional hardware from the machine vendor.
To capture certain position/distance measurements from a machine, installation of a linear transducer/potentiometer is required. This will provide an analog voltage signal connected directly to the DCM I/O.
To capture revolutions-per-minute measurements from a machine, installation of rotational encoder is required. This will provide an analog voltage signal connected directly to the DCM I/O.
Production Monitoring
PlantStar 4.0 is developed for specific production monitoring capabilities and much more. OEE tracking, real-time production summary, cycle time, reject percentage, downtime tracking, email/text alerts, job setup sheets, enhanced drag-and-drop scheduling, customizable charts/reports/dashboards, and ERP integration are just some of the major features that are included with your system purchase. Virtually all monitoring information involves or uses two fundamental pieces of data, pieces and time, to report on the progress and performance of a job.
The first fundamental production monitoring quantity is pieces. Gross pieces are accumulated by counting closures of the primary contact. The standard multiplier is a parameter entered in the job's work order. It defines the maximum number of pieces produced per machine cycle for a job. The actual multiplier reports the number of pieces currently produced per machine cycle.
Reject pieces are counted within your system to keep track of the number of good pieces. Rejects can be entered in one of three ways: By an operator at a keypad or EL/TS DCM, by a user at a workstation, or by automated equipment using contact inputs to the DCM. Rejected pieces are used in the calculation of net pieces. The number of rejected pieces is subtracted from gross pieces to obtain net pieces. Net parts counting is an alternate method of monitoring good parts. Using this method, finished boxes of good parts are counted instead of counting rejected parts. Any difference between the good parts counted and the gross pieces produced by the machine is automatically accumulated in the machine's designated reject reason. (The designated reason is defined from the force scrap flag on the down reason sets window.) The number of good parts to be counted each time the net parts input contact is closed is tracked by the job parameter and net parts multiplier.
The second fundamental production monitoring quantity is time. Production time is divided up into uptime, downtime, and idle time. Downtime is accumulated based upon cycle time exceeding the downtime threshold. Pieces, possibly good pieces, can be produced while downtime is accumulating. This depends upon how the down threshold and standard cycle time parameters are defined for a job. Downtime quantities may be adjusted by a user at a workstation. Assist time is accumulated in parallel with production time. No assist time accumulates while a job is idle. Operators may call for assistance at any time by selecting one of the available assist reasons. This does not affect the production monitoring of the machine.
Process Monitoring
Process Variables
If defined for a machine, up to 50 process variables can be monitored. Most process variables are collected once per machine cycle. These types of process variables are used to monitor characteristics that are repeated with every machine cycle. Examples are pressure, temperature, or time duration process variables. Some process variables are collected only when new readings are provided by the operator. These types of process variables are used to monitor something which is sampled at irregular intervals. Examples are measurements of sampled parts such as weight or dimensions. Whenever a reading is collected, it is compared to the process limits which have been defined for a job. If the reading is out of bounds, a process violation is flagged. This violation is displayed on the monitoring windows as a process exception. The customer then has options to trigger alerts/alarms.
SYSCON manufactures the PlantStar system hardware at our headquarters in South Bend, Indiana. The basic building blocks of the system include data collection modules, human machine interfaces (HMIs), and the PlantStar APU server. Our data collection modules allow reduced hardware costs due to a single DCM able to connect up to sixteen machines.
Our system allows you to view charts from any device that is connected to your network. Our most popular display page is the production dashboard. This provides you up-to-date comparisons of data about different machines, periods of time, productivity, processes, shifts, and statuses. You can also create your own charts and set your permission levels for which users you would like these charts to be visible.
Administrators and supervisors love our machine status chart/dashboard. This is a real-time dashboard that shows all machines in your entire facility and is often used on overhead or large-screen displays. You can view real-time OEE, parts per hour or per shift, reject percentage, and more all on one screen. PlantStar 4.0 is web based so all data can be viewed from any device connected to the network.
PlantStar’s DCM is an industrial-grade data acquisition device used to collect production and process information from machines and transmit data in real time. A single DCM can connect to sixteen machines for production monitoring, which reduces hardware costs. Process monitoring customers can perform continuous monitoring of process variable data, which typically requires one DCM for every four machines, depending upon the number of process variables being monitored. Each DCM has sixteen digital inputs, up to 24 analog inputs, and eight digital outputs and can support multiple-machine protocol interfaces via ethernet or serial connection. Even with no available network connection the DCM can continue to operate autonomously and collect up to 30 days’ worth of data.
The minimum hardware specifications for PlantStar are
CPU: 3.8Ghz 4 Core 8 Thread
RAM: 8Gb 2400Mhz
Disk: 1Tb HDD 7200 RPM 111Mbs Sequential Read
The recommended hardware for PlantStar is
CPU: 3.8Ghz 12 Core 24 Thread
RAM: 64Gb 3200Mhz
Disk: 1Tb SSD 560Mbs Sequential Read 510Mbs Sequential Write 95k Random Read 90k Random Write 103Mbs Sequential Write
With 50 years of experience behind us, PlantStar serves a wide range of customers, from single-plant installations to global operations. We are able to provide our customers several distinct advantages.
- Lower hardware costs
- Faster ROI
- Consistent upgrades
- Trade-in value to upgrade to new releases
- Unmatched process monitoring capabilities
- Reduced software costs for multi-site locations
- Reliable customer support team that is consistently evaluated based on customer satisfaction
With 50 years of industry experience, we have developed many different versions of MES. Many customers are moving towards the PlantStar Panorama and PlantStar 4.0. PlantStar has produced five levels of shop floor data collection systems. Three of these systems support plant floor production information, and three support both production and process information. We have sized and targeted our systems to meet a variety of customer needs.
Quickshot
This is a basic system that supports twelve to 48 production machines. It’s used by manufacturers who are interested in basic shop-floor metrics, featuring twenty pre-configured reject and down reasons. This system has limited upgrade capability.
Snapshot
Snapshot is an upgradeable, mid-entry level system for shop-floor production information. Many manufacturers who are interested in basic shop floor data metrics use it as a starting point.
Portrait
Portrait is our medium-sized product. It is an expansion to the Snapshot environment that incorporates many new functions, such as SPC data collection, that are not available in Snapshot.
Panorama
This enterprise-level product, commonly used to integrate multi-site, multi-process environments, allows manufacturers to organize all their worldwide manufacturing assets under one system. Popular among customers who are looking for enhanced process monitoring capabilities, Panorama is frequently used in industries such as medical, automotive, and plastics.
PlantStar 4.0
PlantStar 4.0 is another enterprise-level product used by multi-site facilities that need a production monitoring system with many added features included in the software cost. The most recent system includes the following features:
- Unlimited users
- Unlimited machine capacity
- Fully browser based
- Modern looking UI
- Unlimited process variables per job
- Unlimited process profiles
- Built-in convertible unit system
- Supports cycle times of as low as 70ms (850 parts/minute)
Please use this link to complete a support ticket.
If your equipment is not functioning and Customer Service has requested that you RMA it, follow these steps.
Please have as much information about the equipment available as possible. Serial number, the network settings if applicable, the number of analog ports in the DCM if needed. Click on the link below to complete the RMA.
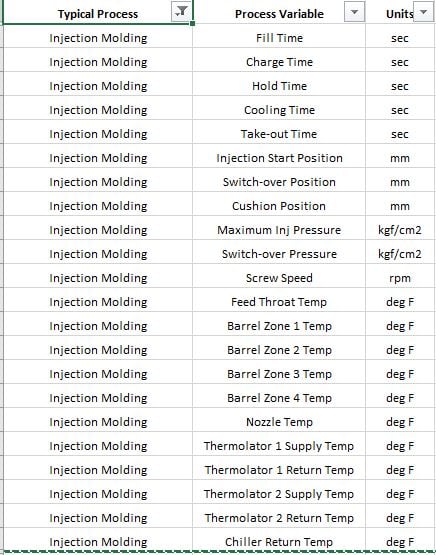
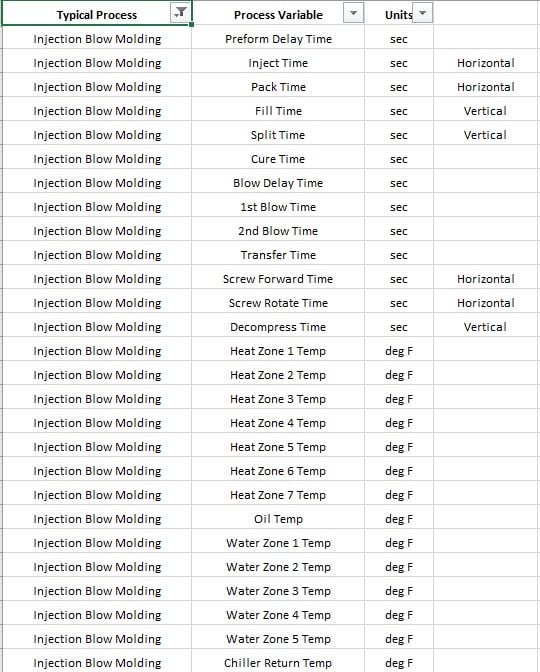
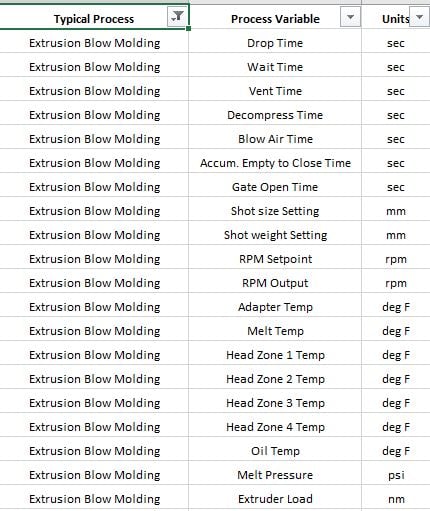
There are some critical (not limited) process variables that most of our customers want to monitor on injection molding machines (both digital and analog).
|
Process Variable |
Description |
|
Cycle Time |
Time duration from one mold closed signal to the next |
|
Inject (Fill) Time |
time duration of inject signal |
|
Hold (Pack) Time |
time duration of hold signal |
|
Cooling Time |
time duration of cooling signal |
|
Screw Recovery (Charging) Time |
time duration of screw recovery signal |
|
Take-out Time |
time duration of mold open signal* |
|
injection Start Position |
read of position profile at start of inject signal |
|
Switch-Over Position |
read of position profile at start of hold signal |
|
Cushion Position |
minimum read of position profile |
|
Max. Injection Pressure |
maximum read of pressure profile |
|
Switch-Over Pressure |
read of pressure profile at start of hold signal |
|
Screw RPM |
from a dedicated machine output or from a secondary rotary encoder device installed on the machine. |
|
Barrel and Nozzle Temperatures |
analog outputs from machine control or secondary thermocouples |
|
Themolator Temperatures |
thermocouples installed in plumbing |
|
Chiller Supply Temperatures |
thermocouples installed in plumbing |
This is a guideline of what might be needed in order to utilize process monitoring in PlantStar. This assumes that there is not a machine interface such as OPC-UA or some other direct data connection to the machine or PLC controls. PlantStar has the experience and CAN utilize OPC-UA or PLC controls.
The following signals are needed from the machine – these are usually 24VDC outputs, but if the machine is equipped with dry-contact outputs, we can use these as well.
- Mold Closed – signal voltage goes high when mold is closed and stays high until mold opens
- Injection* – signal voltage goes high during injection period
- Hold – signal voltage goes high during hold period
- Recovery – signal voltage goes high during screw rotation
- Mold Open – signal voltage goes high when mold is opened until it closes again
*injection signal can be replaced with a total inject signal that stays high from start of injection throughout the hold period – this can be used in conjunction with the hold signal to determine injection time through subtraction
The following analog signals are required also. Analog signals are constantly changing voltages during the cycle. PlantStar can read multiple ranges of voltages, from standard J or K type thermocouples, 3-30 mvdc, or 0-10 vdc.
- Injection pressure – from a dedicated machine output or from a secondary pressure transducer installed on the machine.
- Injection position – from a dedicated machine output or from a secondary position transducer/potentiometer installed on the machine.
- Screw RPM – from a dedicated machine output or from a secondary rotary encoder device installed on the machine.
- Various machine temperatures – from dedicated machine outputs or from secondary thermocouples installed on the machine.
The machine survey needs to determine if these signals are available from the machine or if additional items need to be installed (from machine vendor). In many cases, the digital voltage signals can be acquired by sharing a signal that already exists on the machine through an isolation relay. Thermocouple signals can not be shared due to the very low voltage nature of the signal. This generally requires looking over machine documentation and looking at the machine controllers themselves to determine what is there.
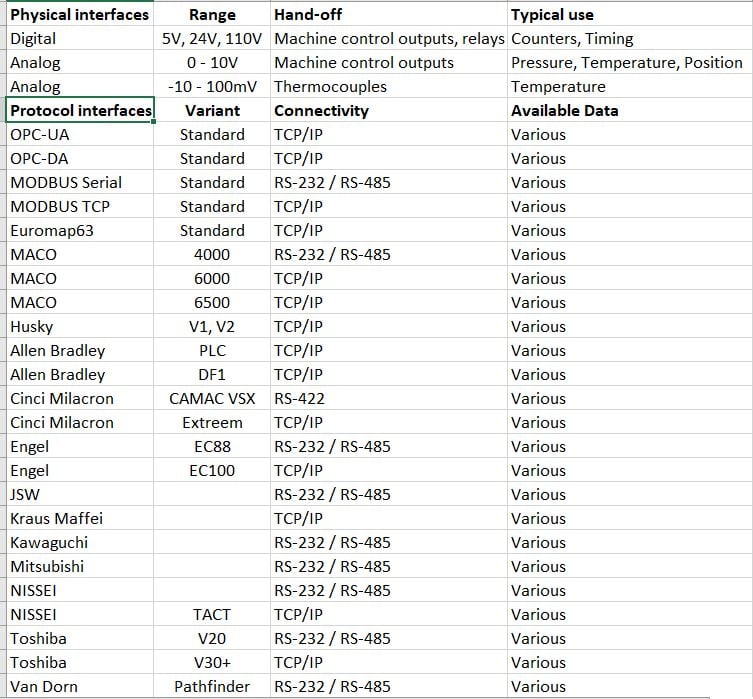
PlantStar has the unmatched ability to utilize physical or machine protocal interfaces when connecting to machines. See the many different types of interfaces below.
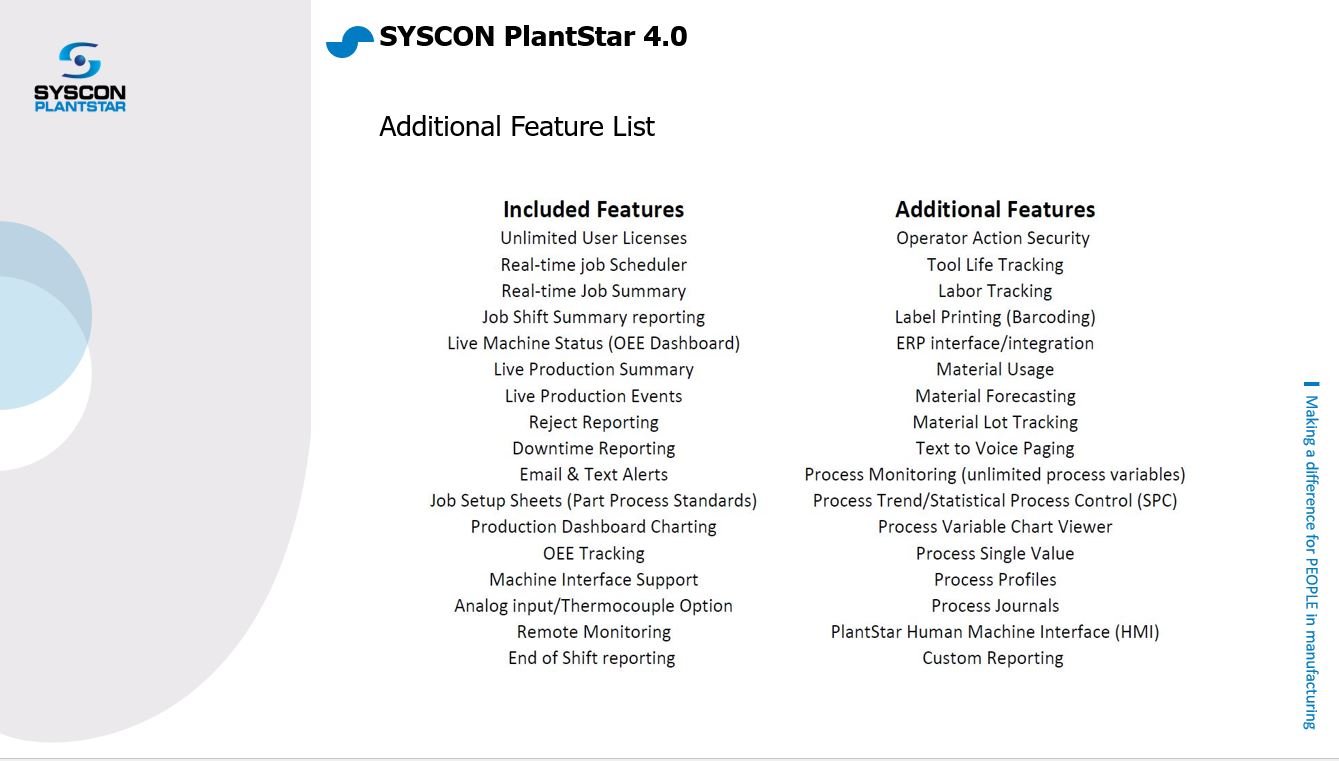
Here is a list of standard features versus additional features.
Most newer machines may do some kind of internal process or production monitoring but it is contained on that machine. This make it so you can't tie all your data into a plant wide system. This is why our manufacturing execution system ties all your process and production data for ALL your machines regardless of the variety of make and model of all your machines.